
4 Major wear systems:
| adhesive wear |
| abrasive wear |
| surface fatigue wear |
| tribo oxidation |
Wear mechanisms can follow pathways as displayed below:
The principle difference between adhesive and abrasive wear is the absence of ploughing action by hard particles or rough surfaces in the case of adhesive wear. Adhesive wear arises from the adhesive forces between atoms in close contact. During sliding these contacts will not break at the original interface. Surface fatigue represents the formation of (sub)surface cracks due the repeated loading and unloading (ball bearings). Tribo oxidation occurs when sliding action wears protective films away in a corrosive environment. In this way the surface becomes extra susceptible to (continuous) corrosion.
Adhesive wear and its prevention:
Adhesive wear is generally the most important type of wear for most clean non-lubricated moving parts, or moving parts which operate in partly lubricated conditions. Cold-welding or galling describes the formation of small bonds which disrupt during translation. These disruptions leave small malformations in the surface. The most important measurements to prevent adhesive wear without lubrication are:
- selecting materials with softer oxides ( 'oxide lubrication', so not aluminum. Also tribo-oxidation related)
- raising the hardness (mostly of one side) and so preventing 'micro plastic' distortion of the surface
- excluding cubic/planar (Nickel, Aluminum or Austenitic steel) or homogeneously arranged metals
- selecting highly incompatible material pairs (such as silver on cobalt)
- selecting materials with low surface energy
- selecting nonmetal-(non)metal pairs
Adhesive wear comparison diagram:
Conditions: non-lubricated / free of abrasive medium / no inert gas.
Speed: 0,7 m/sec
Ambient temperature: 30 °C
First record: Ring ( the adhesive counterpart, no measurement. For example the 1.2379 steel record at the first bar )
Second record: Pin ( measurement of volume-decrease. The bronze record at he the first bar )
Attention: some material pairs of pin and ring have also been tested in reversed order.
In this way, information has been collected about the material that shows the highest wear rate in a translating material pair.
Lunac 1 and 2+, 1.2379 ( regular tooling steel) and ASP 60 were all hardened.
Click to enlarge
Abrasive wear (foreign particles wear):
SiC: grit 800
Load: 0.0866 N/mm2.
Taber testing principle
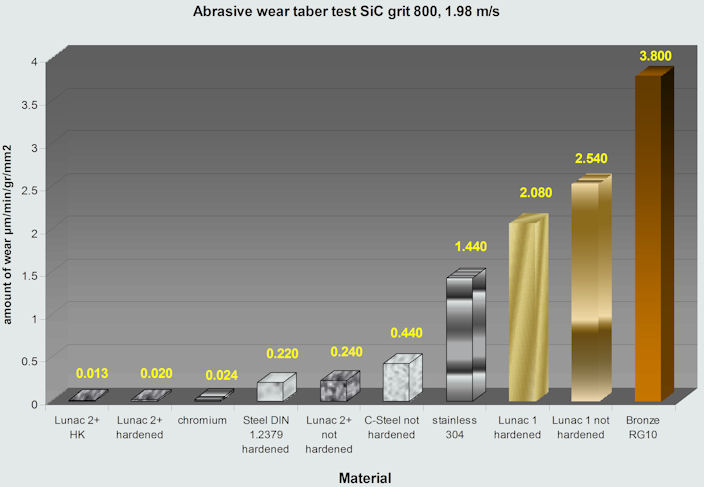
Wear resistance increase in the case of
grit 800 SiC abrasive testing (at 0.0866 N/mm2):
| Lunac 2+ vs DIN 1.2379 hardened steel | 11 x |
| Lunac 2+ vs C-Steel S355J2 | 22 x |
| Lunac 2+ vs Lunac 1 hardened | 104 x |
| Lunac 2+ vs Bronze RG10 | 190 x |
| Lunac 2+ HK vs C-steel S355J2 | 34 x |
Abrasive wear anomaly (foreign particles wear, different hardness):
SiC and SiO2 : grit 400
Load: 0.0866 N/mm2.
Taber testing principle
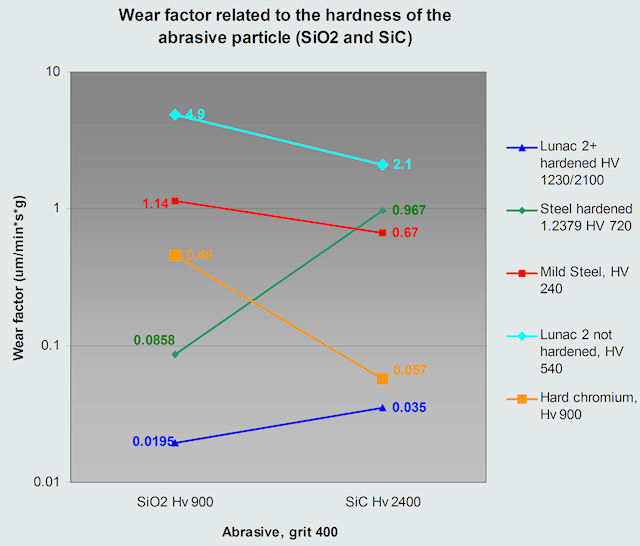
The interesting displayed effect
is the
anomaly of hardness and amount of wear.
The wear resistance of not-hardened Lunac 2, hard chromiumand mild steel decreases in the case
a softer abrasive mineral has been applied. However, the cutting characteristic of the softer
quartz
is more effective in these systems!
Note: the quartz sand abrasive testing comes much closer to the reality than Carborundum abrasive testing.
Wear resistance increase in the case
of grit 400 SiC and SiO2 abrasive testing:
| SiC abrasive environment | SiO2 abrasive environment | |
| Lunac 2+ vs hard chromium | 1.6 x | 24 x |
| Lunac 2+ vs hardened steel | 28 x | 4.4 x |
Conclusively: the amount of wear is highly conditional and specific knowledge can significantly improve
the product's service life.