
The ultimate hard semi-ceramic coating concept
After 14 years of continuous development, Lunac 2+ (duplex) uniquely combines all desired properties needed for a compromise-free coating for hydraulic cylinders and axles. This plating concept has been declared by many users to be one of the best and most suitable coating material available, especially in their offshore applications. Apart from becoming |
slightly tarnished after a long period of non-use, Lunac 2+ can be considered the first and only coating available that has no serious practical limitations; the coating is very hard, resistant to scratching and corrosion, seal-friendly, ductile, attractively priced and creates a weld-quality bond with the substrate. Early users report 18 years of uninterrupted service already. |

Figure 1: Enerpac heavy lifting crane, fully equipped with Lunac 2+ coated main strand jack and the self erecting support cylinders
|
Since October 2011 Lunac 2+ duplo complies with following standards: 1-NBD 10300 (Rijkswaterstaat 2010) EPQ corrosion testing, based on ASTM G59-97 (2003) /G61-86 (2003) and ISO 17475 standards. 2-ASTM B117 1000 hours salt spray testing (and even > 2400 hours rating 10).  Figure 2: |

The corrosion resistance of the very hard (Hv eff. 2100 ) Lunac 2+ coating is very durable, partly because unique compressive stresses keep Lunac 2+ coatings micro-crack free. The exceptionally high degree of bonding with the substrate makes Lunac 2+ to withstand the harshest environment (point loads).
See the following picture displaying the Lunac 2+ surface after very harsh and 7 years outdoor application. The resistance to scratches is remarkable. Seals (and even the hardest hard fiber guide rings) barely interact with Lunac 2+. Because of this and the good coating heat conductance, another important application for Lunac 2+ is on the shafts of (slurry) pumps and high speed cylinders.
The plating cost equals that of conventional chromium-nickel coatings and is consequently much affordable than most comparable HVOF ceramic plating systems. Normally finished Lunac 2+ coatings show a roughness of Ra = 0.1-0.3 µm (0.0039-0.0118") and do not need any post treatment. See the detailed report on the application of Lunac 2+ on hydraulic systems.
| Figure 3 |
One of the most outspoken Lunac 2+ duplex characteristic
is the damage resistance due to the anti-sub surface
corrosion
effect which
is hardly
ever recorded with a hard coating.
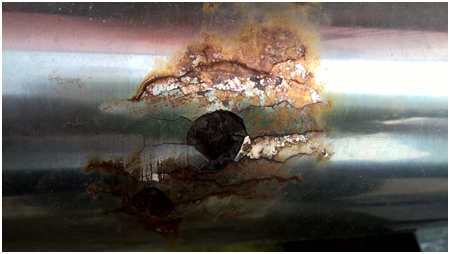
Sub-surface corrosion spot in a
chromium-
nickel layer applied to
S355J2 carbon
steel after
3 years harsh offshore conditions.
The lateral
sub-surface spreading
is usually accelerated
by a 40-fold
in relation to the natural
corrosion
progression.
| Figure 4 |
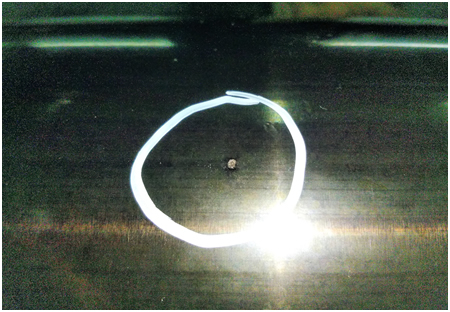
Sub-surface corrosion inhibition effect of a locally damaged Lunac 2+ duplex
coated S355J2
carbon steel rod after 4.5 years harsh (African) offshore conditions.
The coating has completely been penetrated by a stone chip (picture below: steel corrosion visible in de botton of the spot).
The applicant
decided not to replace the
rod because no oil leackage was recorded and the corrosion spot remained unchanged.
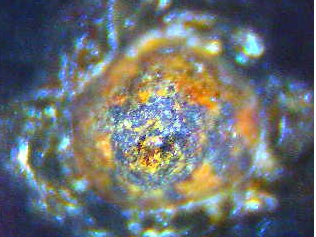
Figure 5
| Figure 6 |
'

Pistons up to 3930 mm / 154.7" can (partially) be plated according
to the Lunac 2+ duplo system (50 + 70 µm / 1.97 + 2.76 mil) and
still be cut afterwards if necessary. Welding very close to the
coating zone is allowed as well as nitrogen cooling
for the benefit of shrinking.
| Figure 7 |

Lock door hinge-pins (Figure left: Amerongen, the Netherlands, Figure below: Veessen Wapenveld, the Netherlands) coated with Lunac 2+ and Lunac 2+ duplex, operational in water-air interfaces.
Even this corrosion system does not inflict any extra damage to the Lunac 2+ duplex coating system. Mostly the Lunac 2+ system can be judged to be more corrosion resistant than high grade stainless steel.
An additional advantage is the possible application of high tensile steel. Check out this TNO-RWS study on Lunac 2+ / PE bearing systems
 Figure 8
Figure 8
| Figure 9 |

Figure 10: Test construction lock door at TNO Delft, commissioned by Rijkswaterstaat (Dutch governmental water management).
The Lock door pivot has been coated with Lunac 2+ duplex (on mild steel) and tested in various salt water concentrations at various speeds. The load is approximately 53 metric ton. Lunac 2+ duplex proved to be stable in this system and no corrosion appeared. Opposing bearing material: Feroform T 814 composite

Figure 11: Lunac 2+ duplex lock door bearing (taatsmuts) on steel
foundation
after the combined friction- and corrosion test
(fresh and salt water).
Amount of real condition simulated
swings: 8650 x =
1 year 24/7 simulation. Wear: < 2 µm